



你知道 c 型鋼的冷彎工藝嗎?
作者:admin 發布時間: 2022-08-18 1578 次瀏覽
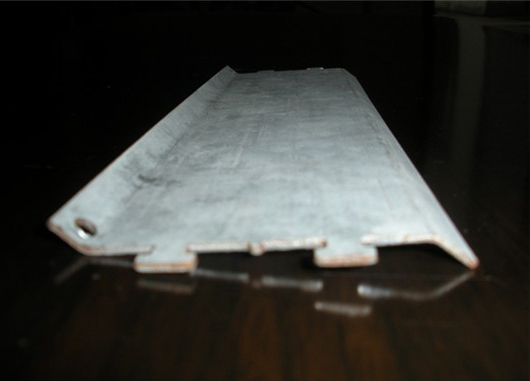
這種(zhǒng)高強度結構 c 型鋼的冷(lěng)彎孔型設計需要更多的側向定位裝置、合理的(de)孔型設計、合理的輥縫布置等,以確保進入每道(dào)次孔型的材料不偏離定(dìng)位(wèi),並盡可能消除材料表麵粗糙度和材料(liào)邊緣尺寸對後續(xù)冷彎成形形狀的影(yǐng)響(xiǎng)
需要更(gèng)多的成型道次(cì)。c型鋼由C型鋼成型機自動加工成型的(de)。C型鋼成型機根據給定的(de)C型(xíng)鋼尺寸就可以自動完(wán)成C型鋼的成型工藝。型鋼一種有一定截麵形(xíng)狀和尺寸的條型鋼材,是鋼材四大品(pǐn)種之一。根據斷麵形狀,型鋼分(fèn)簡單斷麵型鋼和(hé)複雜斷麵型鋼。冷彎型鋼用鋼板或帶(dài)鋼在冷狀態下彎曲成的(de)各種斷麵形(xíng)狀的成品鋼材。冷彎型鋼是一種經濟的截麵輕型薄壁鋼材,也稱為鋼製冷彎型(xíng)材或(huò)冷(lěng)彎型材。冷彎成形過(guò)程以(yǐ)彎曲變形為主,假定變形材料的厚度在成形過(guò)程中保持不(bú)變(biàn),但產品的彎曲角度略有減小,特別是在前(qián)幾種情況下,變形量不易過大。
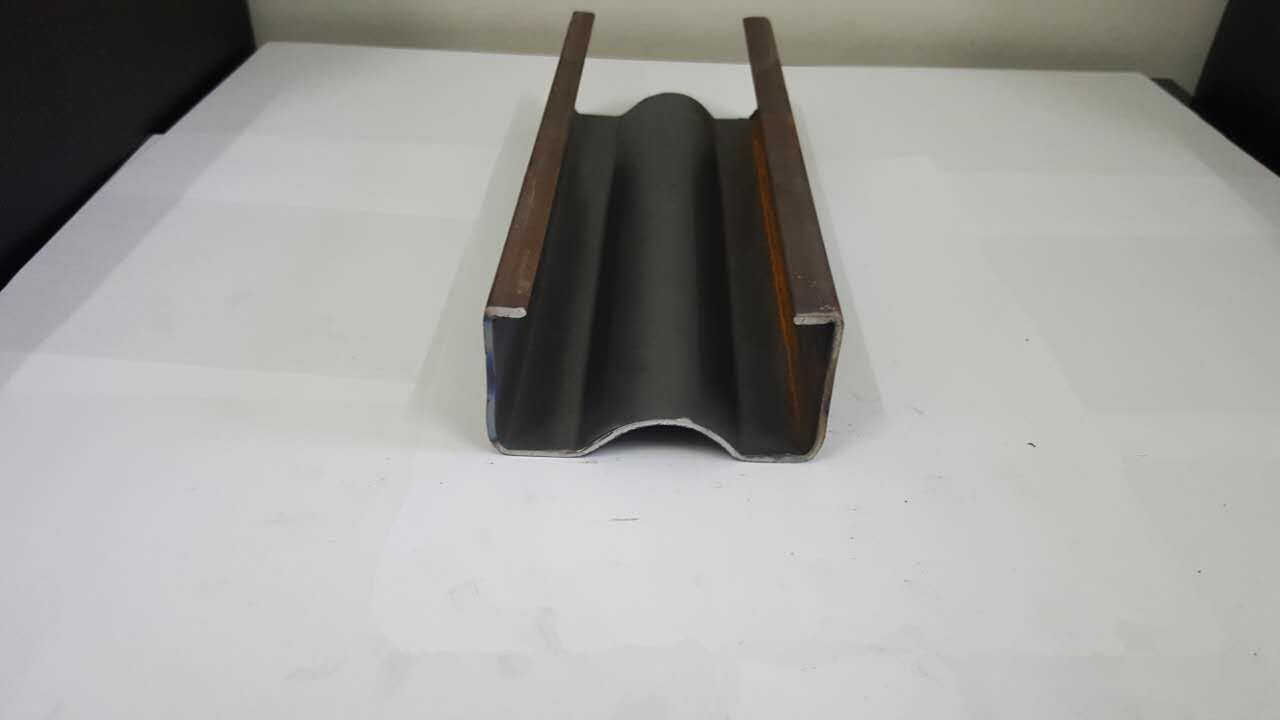
輥式冷彎速度的控製,成型輥壓力的調整要合適,盡量(liàng)減少反複冷彎彎曲疲勞(láo)裂紋,並適當型鋼(gāng)潤滑和冷卻,進(jìn)一(yī)步減少熱應力裂(liè)紋的產生等(děng),控製彎曲半徑,即彎曲半徑(jìng)不能太小,否則產品表麵易產生裂(liè)紋,針對高強板在冷成形(xíng)冷彎工(gōng)藝中出現的後延(yán)性斷裂現象,為了滿足結構設計要求,建議在滿足材料的力(lì)學設計要求的前提下優化截麵形狀(zhuàng),如增加(jiā)彎角半徑,減小(xiǎo)冷彎(wān)角或加(jiā)大截麵(miàn)形狀等方(fāng)式處理也是一種行之有效的方法。

