



渠(qú)道無錫c型鋼廠商價格
作者:admin 發布(bù)時(shí)間: 2021-09-13 1098 次瀏覽(lǎn)
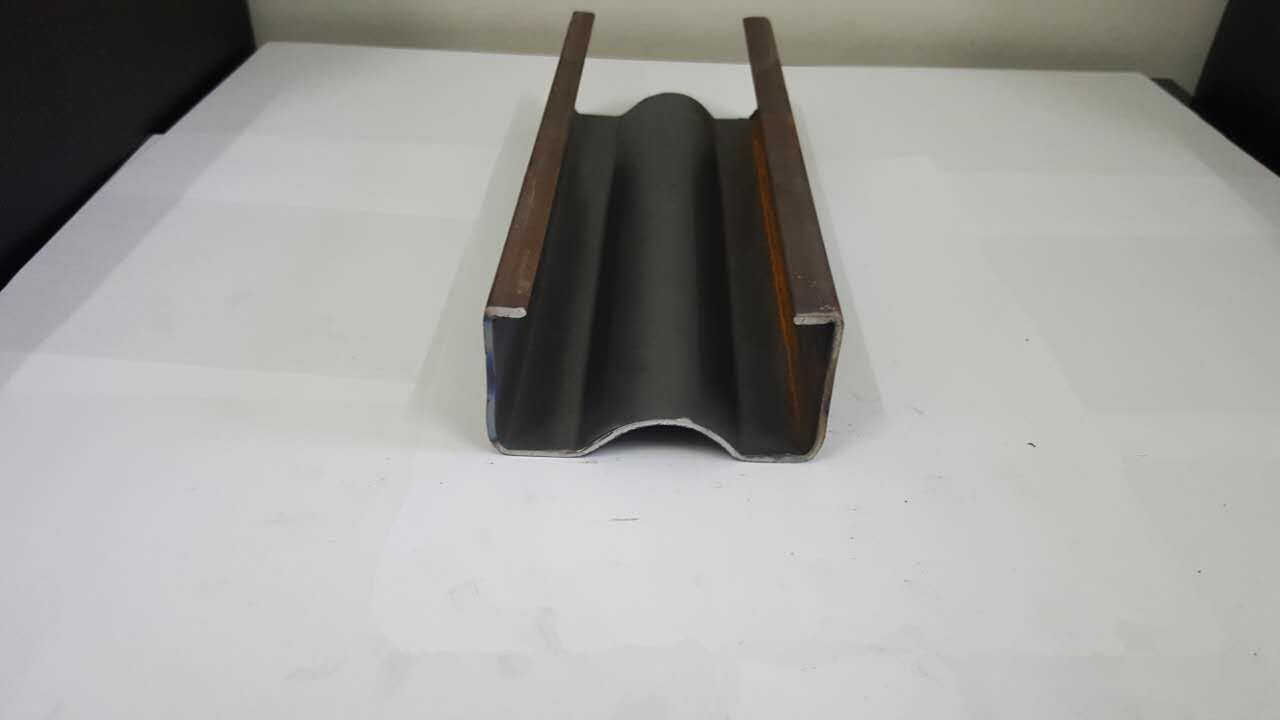
c型鋼槽(cáo)在生產施工過程中,為了安裝龍骨、電(diàn)纜、照明、信號設備等。施工過程中,在其水泥澆築時,預埋卡軌也稱為c型鋼槽軌(guǐ)。c型鋼槽初始定位:綁(bǎng)紮dier層網格鋼筋時,按設計位(wèi)置測量c型鋼槽位置,將預先(xiān)焊好的組(zǔ)槽放置在c型鋼槽(cáo)位置;在通道的後部,在垂直於網格的方向(xiàng)上,螺栓間隔地用幾(jǐ)個短肋捆綁,長(zhǎng)度約為30cm;將其固定在格柵鋼筋上。c型鋼槽定位:將台車移動到指定位置,將模板吊到位,用T型螺栓穿過鋼模預留的長孔,找(zhǎo)到槽位並調整,鎖緊螺栓,使槽與模板緊密結合定位(wèi)。該預埋件因其施工簡單、安裝方便,是目(mù)前工(gōng)程中廣(guǎng)泛使用的預埋件之一。目(mù)前c型鋼罐產品都添加了抗氧化劑,但質量也有差異。通常質量較好的c型鋼罐可以有效延長其使用壽(shòu)命,但其價格會比普通(tōng)的c型(xíng)鋼罐貴。此(cǐ)外,陽光也是影響c型(xíng)鋼罐使用壽命的重要因素,有效避免陽光照(zhào)射也能延長其使用壽命。
熔焊是在焊接過程中,通過將工件接觸麵加熱到熔(róng)融狀態(tài)來完成無壓焊接的一種(zhǒng)方法。焊接(jiē)過程中,熱源快速加(jiā)熱熔化C形槽預埋件的接頭,形成熔池。熔池(chí)隨熱源向前移動,冷卻後形成連(lián)續焊(hàn)縫(féng),將預埋(mái)件連接在一(yī)起。

1.壓力焊接法是(shì)使C形坡口預埋件在壓力作用下實現固態原子的結合,又稱固態(tài)焊接法。
2.常用的壓力焊(hàn)接工藝是電阻對焊。當電流(liú)通過凹槽預埋件的連接(jiē)端時,由於電阻較(jiào)高,焊點的溫度會升高。焊點加熱到塑性(xìng)狀態(tài)後,在軸向壓縮的作用下連接成(chéng)一體。
3.釺焊是用低於工件熔點的金屬(shǔ)材料作為釺料,將C形槽預埋件和釺料加(jiā)熱到高於釺料熔點但低於工(gōng)件熔點的溫度,用(yòng)液態釺料潤濕工件,填充(chōng)界麵間隙,使(shǐ)其(qí)與工件原(yuán)子擴散,從而實現焊接的(de)方法。
線槽預埋件廠家討論線槽預埋件的技術難點:
a、控製螺栓(shuān)孔間距,應小(xiǎo)於50cm,保(bǎo)證預埋件凹槽固定(dìng)點的數量,避免固定薄弱;
二、槽(cáo)內預埋件與模板同步安裝(zhuāng),可作(zuò)為標牌上的標誌線。控製好通道埋件的標高、間距和垂直度(dù)。
三、螺(luó)栓安(ān)裝時應墊(diàn)平墊片,增(zēng)加與模板的受力麵,防止(zhǐ)螺栓脫離模(mó)板,造成凹槽預埋件脫落。
四、模板安裝完畢(bì)後,應(yīng)檢查凹槽預埋件的安裝質量,如有偏差(chà),應及時調整、加固,以免變形或螺栓鬆動。
熱(rè)軋槽生產廠家說明(míng)熱軋槽的技術要求;
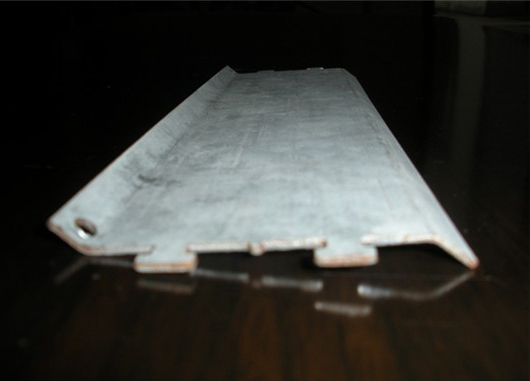
1.鋼製罐壁(bì)。熱軋罐(guàn)壁要求,壁厚3毫米以上,熱軋罐缺口尺寸38-23,錨間距≤250毫米,端錨長度≤100毫(háo)米(mǐ)為73毫米。其次,抗拉(lā)承載力規(guī)定熱軋坡口單點抗拉承(chéng)載力在16.8KN以上,齒剪承(chéng)載力在16.8kN以上..
2.產(chǎn)品的形(xíng)狀。產品的(de)外形還要求熱(rè)軋槽的鋼槽內部為連續且長的三角齒(chǐ)結構,齒(chǐ)高不(bú)小(xiǎo)於1.5mm,齒尖間距不超過(guò)3mm,既能滿(mǎn)足垂直調節,又能保證附件零件連接時沿槽(cáo)方向的受力性能和承載性能。
3.防腐性(xìng)能。此外,熱(rè)軋槽通(tōng)過(guò)GB/T10125-2012人工大氣腐蝕試驗鹽霧試驗CASS銅加速醋酸鹽霧試驗300小時無白鏽,400小時無紅鏽,經55℃氫氧化鈣溶液(ph=12)浸泡168小時,表麵無(wú)氣泡、斑(bān)點,可滿足GB/T9274-1988《塗料耐液(yè)體介質性能的測定》。耐(nài)酸性符合(hé)GB/T9274-1988色(sè)漆和清漆(qī)耐液體介(jiè)質(zhì)性(xìng)的測定。在(zài)硫(liú)酸銅溶(róng)液(10個點)中浸(jìn)泡240小時後,罐(guàn)體表(biǎo)麵無(wú)紅鏽(xiù)。這沒什麽。南京曼(màn)卡特生產(chǎn)的管廊c型鋼預(yù)埋槽通過了3000小時鹽(yán)霧試驗,可以說遠遠超過了標準要求。
購買槽預埋件後,天美传媒在线對設備預埋件的安裝方法以及設備對(duì)槽預埋件的要求還不(bú)清楚。
1.為保證youzhi預埋件(jiàn)與主體結(jié)構連接牢固,主體結構(gòu)連接部位的混凝土強度等(děng)級不應低於C20輕質(zhì)填充(chōng)牆作為(wéi)幕牆支撐結構。
2.預(yù)埋件(jiàn)的錨固(gù)鋼筋應放在混凝(níng)土(tǔ)構件(jiàn)外排的主筋內(nèi)。混凝土澆築過程中,為防止預埋件位移,應與鋼筋或模(mó)板連接固(gù)定,與混凝土澆築同時進行,隨搗隨埋。混凝土應在預埋板下振動和(hé)壓實。
3.主體結構澆築混凝土時,溝槽預(yù)埋件應(yīng)按規劃(huá)要求的朝向(xiàng)和規格埋設。測量預埋(mái)件時,兩軸之間的放線應(yīng)從兩軸(zhóu)的中間向兩側測量,以避免誤差積累。
4.混(hún)凝土澆築前,應隱蔽檢查。檢(jiǎn)查內(nèi)容包括預埋件的規格、類型、朝向、數量、錨固方式和防(fáng)腐處理。
5.預埋件錨板埋(mái)好後,焊接預埋(mái)件混凝土結構件表麵,避免高溫損傷混凝土。幕牆(qiáng)配件焊接後,應及時塗防腐(fǔ)塗層,以保護結構構件外露的錨板(bǎn)。
高速(sù)鐵路隧道接觸網和綜合(hé)接地係統的預埋件是保證隧道後期順利(lì)運營的關鍵。高速鐵路隧道內的接(jiē)觸網由高速鐵路隧道的(de)c型鋼預埋通道固定,懸掛在隧道頂部或(huò)牆壁上,適用於隧道內的接觸網掛柱和附(fù)加導線懸掛。c型鋼預(yù)埋(mái)通道,根據設計要(yào)求,在墊台車上開孔。開口原則包(bāo)括通道長度、型號和台車長度,盡量減少台車模板的開口數量。這一點非常(cháng)重要,需要引起重視。首先用全站儀測量zhongxin線的位置,用鋼尺畫出定位基準線,用氧焊切(qiē)斷T型螺栓的(de)定位孔,測量槽的間距。然後用一套丁字螺栓固定在台車模板上(shàng)。請注意(yì),這裏bixu使(shǐ)用一(yī)組螺栓(shuān)。否(fǒu)則(zé),很難達到預期的效果。澆築完成後(hòu),鬆開螺栓,回收模板脫模。c型鋼預埋通(tōng)道(dào)主要由滑道和(hé)I型錨組成,非常重要。由於(yú)它主要依靠工字鉚釘與襯砌混凝土之間的緊固力為(wéi)接觸網支柱提供受力平台,這種力可以固定接觸網支柱,增加導(dǎo)線懸掛的功(gōng)能,列(liè)車運行時接觸網和接觸柱(zhù)自重產(chǎn)生(shēng)的靜荷載和與接觸網摩(mó)擦產生的動荷載通過工字鉚釘傳遞給混凝(níng)土。
